Home >Zerspanung VHM >Micro-Torusfräser 2S. Freischliff
Micro-Torusfräser aus Hartmetall ( für den Formenbau )
2-Schneiden, Freischliff, 30° Rechtsdrall, Form HA
2-Schneiden, Freischliff, 30° Rechtsdrall, Form HA
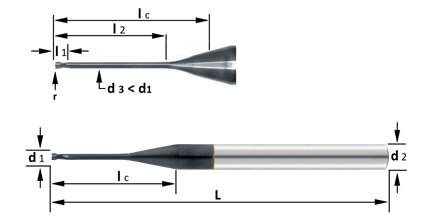
| Schneide- durch- messer |
Schneide- länge |
Gesamt- länge |
Schaft- durch- messer |
Ab- schnitt |
Corner Radius |
TiAlN beschichtet |
||||
|---|---|---|---|---|---|---|---|---|---|---|
| d1 | l1 | L | d2 | l2 | r | lc ( Tiefe ) | ||||
| mm | mm | mm | mm | mm | mm | α=0,5° | α=1,0° | α=2,0° | α=3,0° | Bestell Nr. |
| 0,5 | 0,7 | 45 | 4 | 2 | 0,05 | 2,89 | 3,17 | 3,67 | 4,12 | 1550502 |
| 0,5 | 0,7 | 45 | 4 | 4 | 0,05 | 5,08 | 5,47 | 6,11 | 6,66 | 1550504 |
| 0,5 | 0,7 | 45 | 4 | 6 | 0,05 | 7,24 | 7,71 | 8,46 | 9,08 | 1550506 |
| 0,5 | 0,7 | 45 | 4 | 9 | 0,05 | 10,44 | 11,02 | 11,89 | 12,60 | 1550509 |
| 0,6 | 0,9 | 45 | 4 | 2 | 0,06 | 2,88 | 3,17 | 3,67 | 4,12 | 1550602 |
| 0,6 | 0,9 | 45 | 4 | 4 | 0,06 | 5,08 | 5,47 | 6,11 | 6,66 | 1550604 |
| 0,6 | 0,9 | 45 | 4 | 6 | 0,06 | 7,24 | 7,71 | 8,46 | 9,08 | 1550606 |
| 0,6 | 0,9 | 45 | 4 | 9 | 0,06 | 10,44 | 11,02 | 11,89 | 12,60 | 1550609 |
| 0,7 | 1 | 45 | 4 | 2 | 0,07 | 2,88 | 3,17 | 3,67 | 4,12 | 1550702 |
| 0,7 | 1 | 45 | 4 | 4 | 0,07 | 5,08 | 5,47 | 6,11 | 6,66 | 1550704 |
| 0,7 | 1 | 45 | 4 | 6 | 0,07 | 7,24 | 7,71 | 8,46 | 9,08 | 1550706 |
| 0,8 | 1,2 | 45 | 4 | 4 | 0,08 | 5,08 | 5,47 | 6,11 | 6,65 | 1550804 |
| 0,8 | 1,2 | 45 | 4 | 6 | 0,08 | 7,24 | 7,71 | 8,46 | 9,08 | 1550806 |
| 0,8 | 1,2 | 45 | 4 | 9 | 0,08 | 10,44 | 11,01 | 11,89 | 12,60 | 1550809 |
| 0,8 | 1,2 | 45 | 4 | 12 | 0,08 | 13,62 | 14,27 | 15,25 | 16,03 | 1550812 |
| 1,0 | 1,5 | 51 | 4 | 4 | 0,10 | 5,12 | 5,50 | 6,13 | 6,67 | 1551004 |
| 1,0 | 1,5 | 51 | 4 | 6 | 0,10 | 7,28 | 7,74 | 8,48 | 9,09 | 1551006 |
| 1,0 | 1,5 | 51 | 4 | 9 | 0,10 | 10,48 | 11,04 | 11,90 | 12,61 | 1551009 |
| 1,0 | 1,5 | 51 | 4 | 12 | 0,10 | 13,65 | 14,29 | 15,27 | 16,04 | 1551012 |
| 1,0 | 1,5 | 51 | 4 | 16 | 0,10 | 17,86 | 18,59 | 19,68 | 21,32 | 1551016 |
| 1,0 | 1,5 | 51 | 4 | 20 | 0,10 | 22,04 | 22,85 | 24,04 | 26,63 | 1551020 |
| 1,2 | 1,8 | 51 | 4 | 6 | 0,12 | 7,32 | 7,77 | 8,50 | 9,11 | 1551206 |
| 1,2 | 1,8 | 51 | 4 | 9 | 0,12 | 10,51 | 11,06 | 11,92 | 12,62 | 1551209 |
| 1,2 | 1,8 | 51 | 4 | 12 | 0,12 | 13,68 | 14,32 | 15,28 | 16,05 | 1551212 |
| 1,4 | 2,1 | 51 | 4 | 6 | 0,14 | 7,36 | 7,80 | 8,51 | 9,12 | 1551406 |
| 1,4 | 2,1 | 51 | 4 | 9 | 0,14 | 10,54 | 11,09 | 11,94 | 12,63 | 1551409 |
| 1,4 | 2,1 | 51 | 4 | 12 | 0,14 | 13,71 | 14,34 | 15,29 | 16,06 | 1551412 |
| 1,5 | 2,3 | 51 | 4 | 6 | 0,15 | 7,36 | 7,80 | 8,51 | 9,12 | 1551506 |
| 1,5 | 2,3 | 51 | 4 | 9 | 0,15 | 10,54 | 11,09 | 11,93 | 12,63 | 1551509 |
| 1,5 | 2,3 | 51 | 4 | 12 | 0,15 | 13,71 | 14,34 | 15,29 | 16,06 | 1551512 |
| 1,5 | 2,3 | 51 | 4 | 16 | 0,15 | 17,91 | 18,63 | 19,70 | 21,37 | 1551516 |
| 1,5 | 2,3 | 51 | 4 | 20 | 0,15 | 22,09 | 22,89 | 24,07 | * | 1551520 |
| 1,6 | 2,4 | 51 | 4 | 6 | 0,16 | 7,35 | 7,80 | 8,51 | 9,12 | 1551606 |
| 1,6 | 2,4 | 51 | 4 | 12 | 0,16 | 13,71 | 14,33 | 15,29 | 16,06 | 1551612 |
| 1,6 | 2,4 | 51 | 4 | 16 | 0,16 | 17,91 | 18,63 | 19,70 | 21,37 | 1551616 |
| 1,8 | 2,7 | 51 | 4 | 6 | 0,18 | 7,39 | 7,82 | 8,53 | 9,13 | 1551806 |
| 1,8 | 2,7 | 51 | 4 | 12 | 0,18 | 13,74 | 14,36 | 15,30 | 16,08 | 1551812 |
| 1,8 | 2,7 | 51 | 4 | 16 | 0,18 | 17,94 | 18,64 | 19,71 | * | 1551816 |
| 2,0 | 3 | 61 | 4 | 6 | 0,20 | 7,43 | 7,85 | 8,55 | 9,15 | 1552006 |
| 2,0 | 3 | 61 | 4 | 9 | 0,20 | 10,61 | 11,13 | 11,96 | 16,25 | 1552009 |
| 2,0 | 3 | 61 | 4 | 12 | 0,20 | 13,77 | 14,38 | 15,32 | 16,11 | 1552012 |
| 2,0 | 3 | 61 | 4 | 16 | 0,20 | 17,96 | 18,66 | 19,73 | * | 1552016 |
| 2,0 | 3 | 61 | 4 | 20 | 0,20 | 22,13 | 22,92 | 24,11 | * | 1552020 |
| 2,0 | 3 | 61 | 4 | 25 | 0,20 | 27,33 | 28,20 | * | * | 1552025 |
| 2,0 | 3 | 61 | 4 | 30 | 0,20 | 32,51 | 33,46 | * | * | 1552030 |
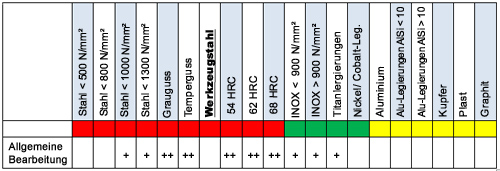
Materialempfehlungen:
Technische Infos :
+ Hartbearbeitung bis 65 HRC
+ erhöhte Eingriffstiefe an Formschrägen
+ optimierte HSC-Schaftgeometrie
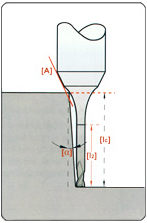
Die optimierte Form des Übergangs der Freistellung in den
Schaft mit Radius und Konos ( A ) erlaubt es den Winkel der
Gesenkschräge ( ) optimal zu nutzen und so die
Nutzlänge ( lc ) des Fräsers im Vergleich mit der normalen
Nutzlänge ( l2 ) zu steigern. Abhängig vom Winkel der Schräge
ergibt sich eine deutlich erhöhte Einsatztiefe
+ Hartbearbeitung bis 65 HRC
+ erhöhte Eingriffstiefe an Formschrägen
+ optimierte HSC-Schaftgeometrie
Die optimierte Form des Übergangs der Freistellung in den
Schaft mit Radius und Konos ( A ) erlaubt es den Winkel der
Gesenkschräge ( ) optimal zu nutzen und so die
Nutzlänge ( lc ) des Fräsers im Vergleich mit der normalen
Nutzlänge ( l2 ) zu steigern. Abhängig vom Winkel der Schräge
ergibt sich eine deutlich erhöhte Einsatztiefe